
Технологии 3D-печати и 3D-принтеры от А до Я

редактор блога Softline
Еще десять лет назад 3D-печать воспринималась как экзотичный инструмент для создания дорогих пластиковых безделушек. Сегодня это —ключевая драйверная технология Четвертой промышленной революции, перекраивающая устои инженерного дела, логистики и самого производства.
Такой стремительный прогресс создает главную дилемму для бизнеса и инженеров:как ориентироваться в океане технологий, материалов и оборудования?Выбор между FDM и SLA, промышленной установкой за полмиллиона долларов и профессиональным настольным принтером — это не просто вопрос бюджета. Этостратегическое решение, определяющее, станете ли вы использовать 3D-печать как удобный сервис или какключевое конкурентное преимущество, позволяющее создавать невозможное ранее, сокращать циклы разработки в разы и переходить к экономике кастомизированных продуктов.
В этой статье собраны основные сведения, которые помогут вам разобраться в том, какие именно технологии используются на текущий момент для 3D-печати, в каких направлениях они применяются, какие материалы применяются (с обзором всех сильных и слабых точек) и многом другом.
- Классификация технологий 3D-печати
- Экструзия термопластиков
- FDM и FFF — полимерное наплавление
- Фотополимеризация жидких смол
- dlp-i-msla-izbiratelnoe-otverzhdenie">SLA, DLP и MSLA — избирательное отвержение под воздействием света
- PolyJet и MJP — струйная фотополимеризация
- Cелективное лазерное спекание полимерных порошков — SLS
- Порошковое плавление металлов
- DMLS и SLM — лазерное плавление металлов
- EBM — электронно-лучевое плавление металлов
- Binder Jetting — струйное склеивание
- DED — «горячий ремонт» и создание гибридных деталей
- Взгляд в будущее: тренды промышленной аддитивной печати
- Автоматизация и интеграция в цепочки поставок
- Многофункциональные и мультикомпонентные материалы
- Серийное производство и массовая кастомизация
- Гиперлокализация производств
- Интероперабельность и кросс-компания сотрудничество
- Искусственный интеллект и предиктивное обслуживание
- Новая эра экологии и устойчивого развития
- Заключение
История появления технологии 3D-печати
3D-печать как производственная технология: от быстрых прототипов к серийным конвейерам
Критерии выбора промышленного 3D-оборудования и 3D-принтеры для бизнеса
Что такое 3D-печать?
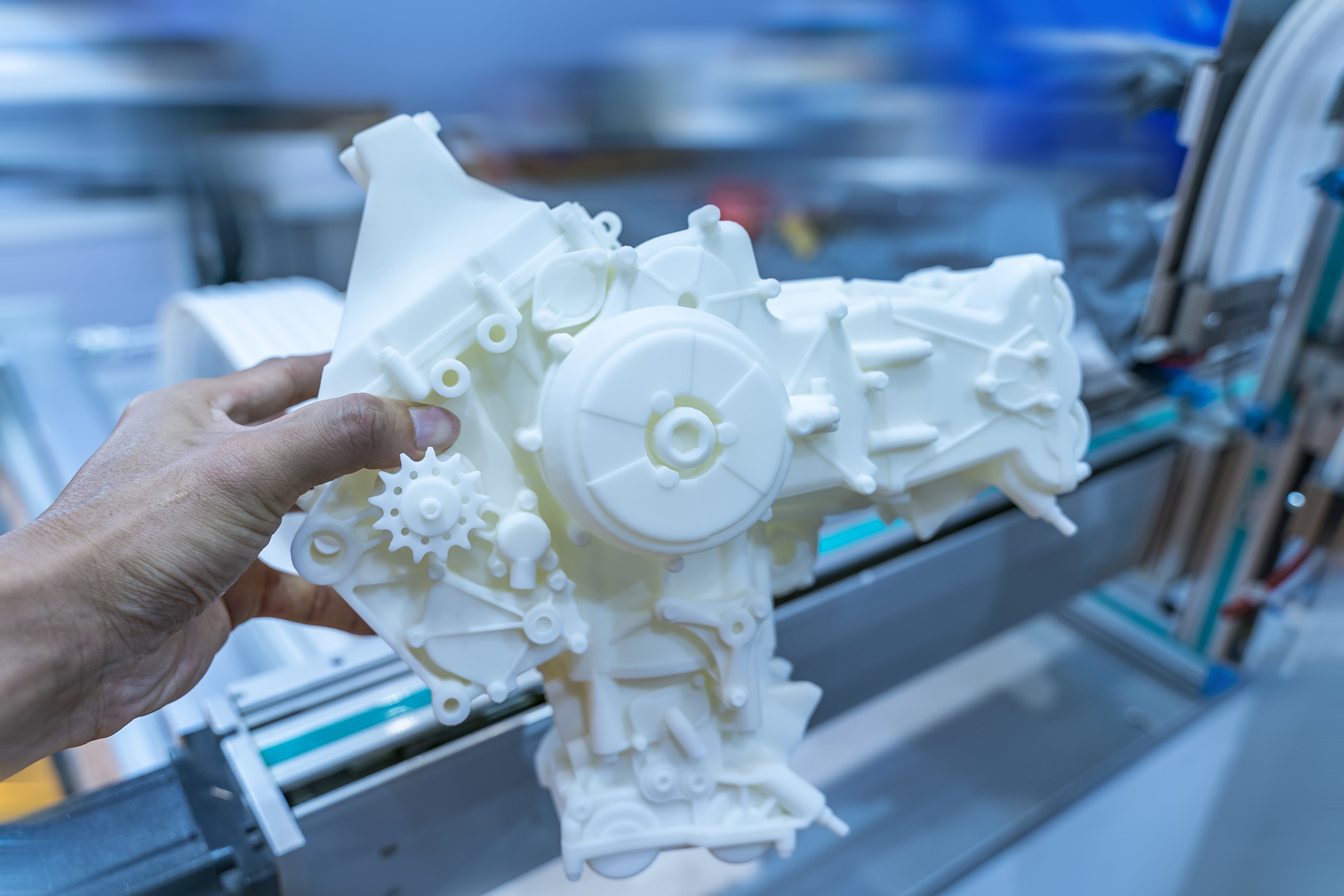
3D-печать — это процесс аддитивного (англ. «add» — добавлять) производства, при котором физический объект создается послойно из различных материалов на основе цифровой модели. В отличие от традиционных методов, где деталь вытачивается из цельной заготовки с удалением лишнего материала, 3D-печать, напротив, наращивает изделие с нуля, добавляя микрон за микроном пластик, металл, смолу или другое сырье. Эта принципиальная разница открывает революционные возможности: она позволяет материализовывать объекты невероятной сложности — с внутренними полостями, подвижными узлами и оптимизированной геометрией, — которые часто невозможно или экономически нецелесообразно изготовить иным способом.
Если же отвлечься от терминов, то 3D-печать — это, по сути, мост между цифровым миром и физической реальностью, «материализатор» идей. Она превращает абстрактный CAD-файл в осязаемую деталь, прототип или готовое изделие.
В настоящее время технология 3D-печати уже окончательно превратилась в полноценный производственный инструмент, с помощью которого можно создавать такие важные объекты, как уникальные медицинские импланты или легкие авиационные компоненты.
История появления технологии 3D-печати
Как обычно, в самом начале была мысль, а точнее — книга Мюррея Лайнстера «Things Pass By» или «Вещи преходящие», в которой он описал в лучшем стиле Жюля Верна прибор под названием «конструктор». Этот прибор мог воплощать вещи по чертежам, создавая их прямо в воздухе. Так появилась идея 3D-печати.
.png)
Рис. 1. История 3D-печати
Затем, в 1971 году, Йоханнес Ф. Готвальд получил патент на устройство, способное переводить в жидкое состояние легкоплавкие металлы, а затем придавать им необходимую форму. Узким местом, из-за которого изобретение не нашло себе применение на все время действия патента, стали материалы для печати.
Следующим заявку на патент устройства для 3D-печати подал доктор Хидео Кодама. Ему принадлежит слава изобретателя первого фотополимерного 3D-принтера. Увы, защитить патент ему не удалось.
Куда больше повезло его конкуренту — Чаку Халлу, который в 1984 году смог запатентовать технологию стереолитографии (SLA). С помощью созданной им установки ультрафиолетовый лазер по слоям создавал предмет из жидкого фотополимера, отвердевая его части согласно чертежу цифровой модели. И в 1987 году появился первый серийный коммерческий 3D-принтер — аппарат SLA-1. Он был предназначен для создания прототипов для автомобильной и аэрокосмической отраслей промышленности.
.png)
Рис. 2. Чак Халл — изобретатель стереолитографии. Источник: https://media.cnn.com/
Параллельно развивались и другие методы. В 1986 году Карл Декард из Техасского университета запатентовал технологию селективного лазерного спекания (SLS), где частицы порошка сплавлялись лазером.
.png)
Рис. 3. Карл Декард — изобретатель технологии селективного лазерного спекания. Источник: https://i.materialise.com/
Год спустя Скотт Крамп разработал технологию моделирования методом наплавления (FDM) — наиболее популярную сегодня и лежащую в основе большинства бытовых и инженерных принтеров. Именно FDM-патент, позже приобретенный компанией Stratasys, позволил сделать технологию коммерчески доступной для инженерных бюро.
Наличие патентов на некоторое время притормозило дальнейшее развитие направления 3D-печати, из-за чего она оставалась дорогостоящим инструментом для промышленного прототипирования.
Однако в 2005 году команда энтузиаста под руководством Эдриана Бауэра получила финансирование на создание первого бюджетного 3D-принтера, способного к «самокопированию» и созданию других себе подобных. И в 2008 году был создан первый такой принтер, а вскоре на рынке появились первые 3D-устройства, доступные для широких масс.
3D-печать как производственная технология: от быстрых прототипов к серийным конвейерам
Изначально воспринимаемая как инструмент для быстрого прототипирования, 3D-печать произвела революцию в проектировании, сократив цикл от чертежа до уже готового образца с нескольких недель до нескольких часов. Это позволило инженерам проводить десятки итераций по форме, эргономике и сборке, не вкладываясь в дорогостоящую оснастку. Однако ее истинный производственный потенциал долгое время оставался скрытым. Перелом наступил, когда стало ясно: ключевое преимущество аддитивных технологий — не просто скорость, апринципиальная свобода геометрии.

Современная промышленная 3D-печать, или аддитивное производство — это уже не прототипы, а готовые к эксплуатации детали, изготавливаемые сериями. Переход стал возможен благодаря нескольким факторам:
- Эволюция материалов. От хрупких фотополимеров и базовых пластиков — к высокопрочным термопластам (PEEK, ULTEM), композитам, армированным углеволокном, и промышленным сплавам на основе титана, алюминия и никеля. Эти материалы соответствуют жестким стандартам аэрокосмической, автомобильной и медицинской отраслей.
- Гарантированное качество и повторяемость. Промышленные установки оснащены системами лазерного контроля каждого слоя, замкнутыми камерами с точным термоконтролем и интегрированным ПО, обеспечивающим идентичность свойств каждой детали в партии — ключевое требование для серийного выпуска.
- Экономика сложности. В традиционном производстве сложная геометрия ведет к удорожанию. В аддитивном — стоимость определяется объемом материала, а не количеством операций. Это сделало экономически выгодным производство:
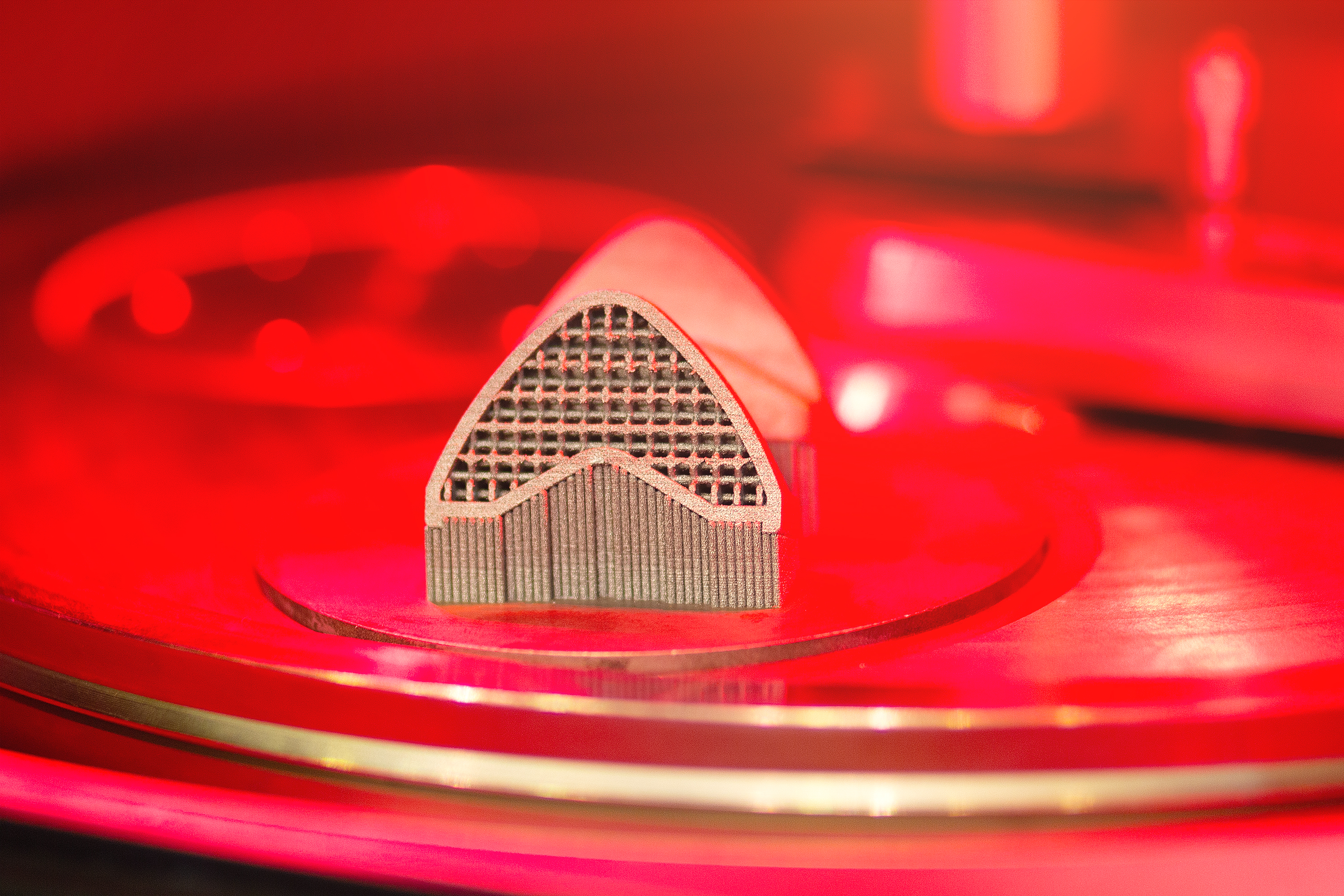
• Легковесных конструкций с топологической оптимизацией (например, кронштейны в самолетах Airbus A350).
• Деталей с интегрированными функциями, таких как каналы охлаждения в пресс-формах или гидравлические магистрали в космических аппаратах.
• Консолидированных узлов, где несколько деталей заменяются одной напечатанной, сокращая сборку и повышая надежность. - Цифровые склады и кастомизация. Технология позволяет перейти от физических запасов запчастей к цифровым складам — хранилищам 3D-моделей, которые можно напечатать по требованию в любой точке мира. Это идеально для редких или устаревших деталей, а также для массовой кастомизации — от индивидуальных слуховых аппаратов до ортопедических имплантов, созданных под анатомию конкретного пациента.
Классификация технологий 3D-печати
На первый взгляд мир 3D-печати кажется единым: загрузил модель, нажал кнопку — получил деталь. Однако за этой кажущейся простотой скрывается целая вселенная различных методов, каждый из которых основан на уникальном физическом принципе и предназначен для решения своих задач.

Выбор между ними — это не вопрос личных предпочтений, а стратегическое инженерное и экономическое решение. Одна и та же цифровая модель, напечатанная разными способами, будет обладать кардинально отличающимися свойствами: какая-то деталь окажется прочным функциональным узлом, способным выдерживать высокие нагрузки, другая — хрупким, но безупречно гладким прототипом, а третья — легкой авиационной компонентой с геометрией, невозможной для традиционного производства.
Понимание этой карты технологий — первый и самый важный шаг к осознанному внедрению 3D-печати. Ниже представлена систематизация ключевых методов, которая раскрывает фундаментальную логику 3D-технологий: какой материал служит «чернилами», какая энергия его преобразует и, как следствие, — для каких практических целей рождается та или иная технология. Это знание позволяет перейти от вопроса «что такое 3D-печать?» к главному: «какая именно 3D-печать нужна для решения моей конкретной задачи?».
Все многообразие современных технологий аддитивного производства можно свести к шести основным группам:
- Экструзия термопластиков — FFM/FFF.
- Фотополимеризация жидких смол:
• SLA/DLP/MSLA
• PolyJet/MJP - Селективное лазерное спекание полимерных порошков — SLS.
- Порошковое плавление металлов:
• DMLS/SLM — лазерное плавление металлов.
• EBM — электронно-лучевое плавление металлов. - Струйное склеивание порошков — Binder Jetting
- Прямое энергетическое осаждение — DED.
Подробнее о них мы расскажем ниже.
Экструзия термопластиков
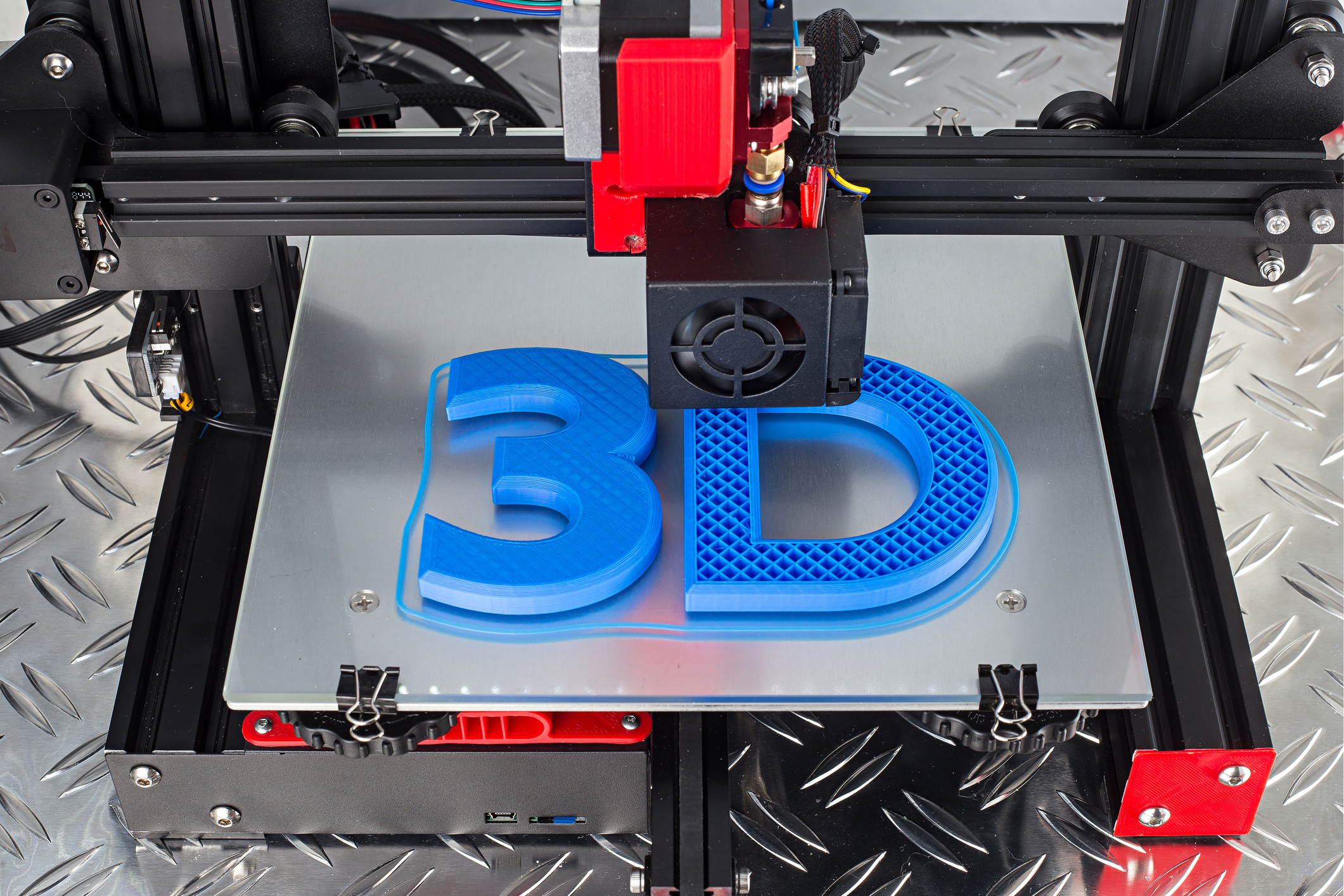
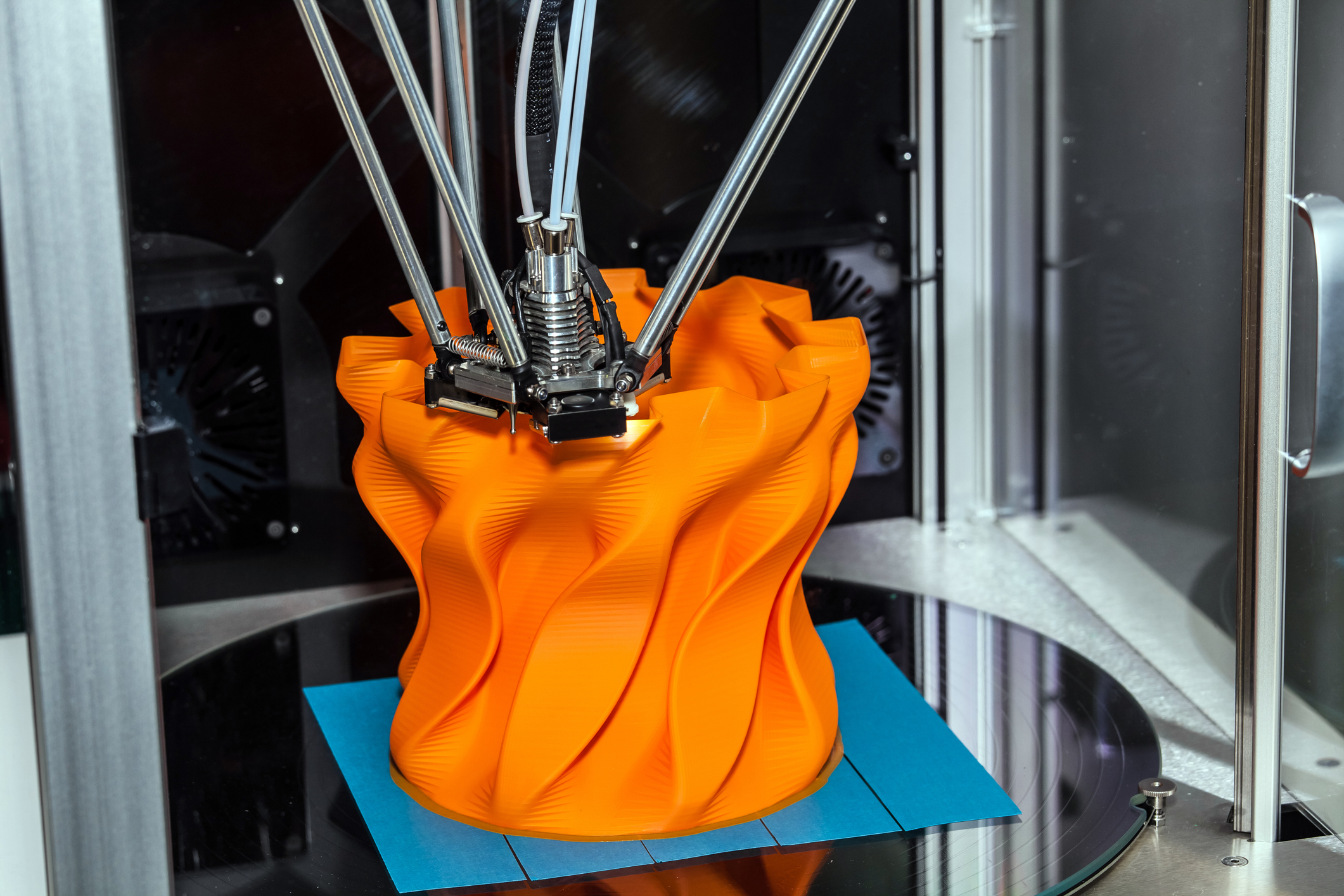
К группе технологий, основанных на экструзии термопластиков, относится наиболее распространенный метод — FDM (Fused Deposition Modeling или моделирование методом наплавления) и FFF (Fused Filament Fabrication или производство методом наплавления нити). В этом процессе термопластичная нить (филамент) плавится в экструдере и выдавливается (экструдируется) через сопло, формируя объект слой за слоем. Это самый доступный и популярный метод, лежащий в основе большинства бытовых, образовательных и инженерных настольных 3D-принтеров.
FDM и FFF — полимерное наплавление
Простейшая и наиболее популярная технология 3D-печати, принцип работы которой интуитивно понятен и напоминает работу кондитерского шприца или горячего клеевого пистолета. В ее основе лежит контролируемое послойное наплавление термопластичной нити — филамента. Технологии FDM и FFF идентичны. Разница между ними минимальная и лежит в плоскости вся ли камера с материалом нагревается.
Как устроен и работает FDM/FFF-принтер:
- Источник материала. Пластиковая нить (филамент), намотанная на катушку, подается в экструдер — печатающую головку.
- Плавление. Внутри экструдера нить проходит через хотэнд (hotend) — узел, состоящий из нагревательного элемента и термостойкого радиатора. Там она плавится до вязкотекучего состояния при строго заданной температуре (например, 190-220°C для PLA).
- Точное нанесение. Расплавленный пластик с усилием проталкивается через узкое сопло (дюзу) диаметром от 0,2 до 0,8 мм. Компьютер, управляющий принтером, с ювелирной точностью перемещает экструдер по заданным координатам (оси X и Y), «рисуя» контур и внутреннее заполнение текущего слоя будущей модели.
- Слоеная сборка. Как только слой завершен, платформа построения (стол) опускается (или поднимается печатающая головка) на толщину одного слоя (обычно 0,05-0,3 мм) и далее все повторяется по той же схеме. Расплавленный пластик нового слоя прочно спаивается с уже застывшим предыдущим.
- Фундамент — стол. Критически важный элемент — печатающая платформа. Часто она имеет подогрев (до 60-110°C), что предотвращает коробление модели из-за быстрого охлаждения и улучшает адгезию (прилипание) первого слоя.
Бизнес-ниша. Технология FDM/FFF востребована в следующих областях:
- Функциональное прототипирование. Создание опытных образцов и макетов для тестирования формы, размеров и простоты сборки.
- Производство оснастки и инструментов. Изготовление временных шаблонов, фиксаторов, приспособлений для индивидуального производства.
- Образовательные проекты. Идеально подходит для обучения основам 3D-проектирования и цифровой производственной культуры.
- Мелкосерийное производство простых деталей. Изготовление неответственных элементов (ручки, футляры, корпусные элементы).
Преимущества:
- Низкая стоимость владения. Доступные цены на принтеры начального уровня, расходники недорогие (ABS, PLA, PETG, PA, PC).
- Высокая доступность материалов. Инженерные пластики позволяют создавать достаточно прочные и долговечные изделия для широкого спектра задач.
Недостатки:
- Механические свойства. Готовые изделия уступают по прочности традиционным методам обработки металла или литья пластмасс. Материал обладает анизотропностью (различные показатели прочности вдоль и поперек волокон нити).
- Себестоимость единицы продукции увеличивается пропорционально объему напечатанного изделия и качеству результата.
- Скорость печати. Печать больших объемов занимает значительное количество времени даже на профессиональных устройствах.
- Необходимость постобработки. Часто поверхность требует шлифовки, окраски или пропитки специальными составами для защиты от влаги и придания гладкости.
Технология FDM/FFF также популярна среди энтузиастов, создающих корпуса электроники, игрушки, украшения и бытовые предметы.
Фотополимеризация жидких смол
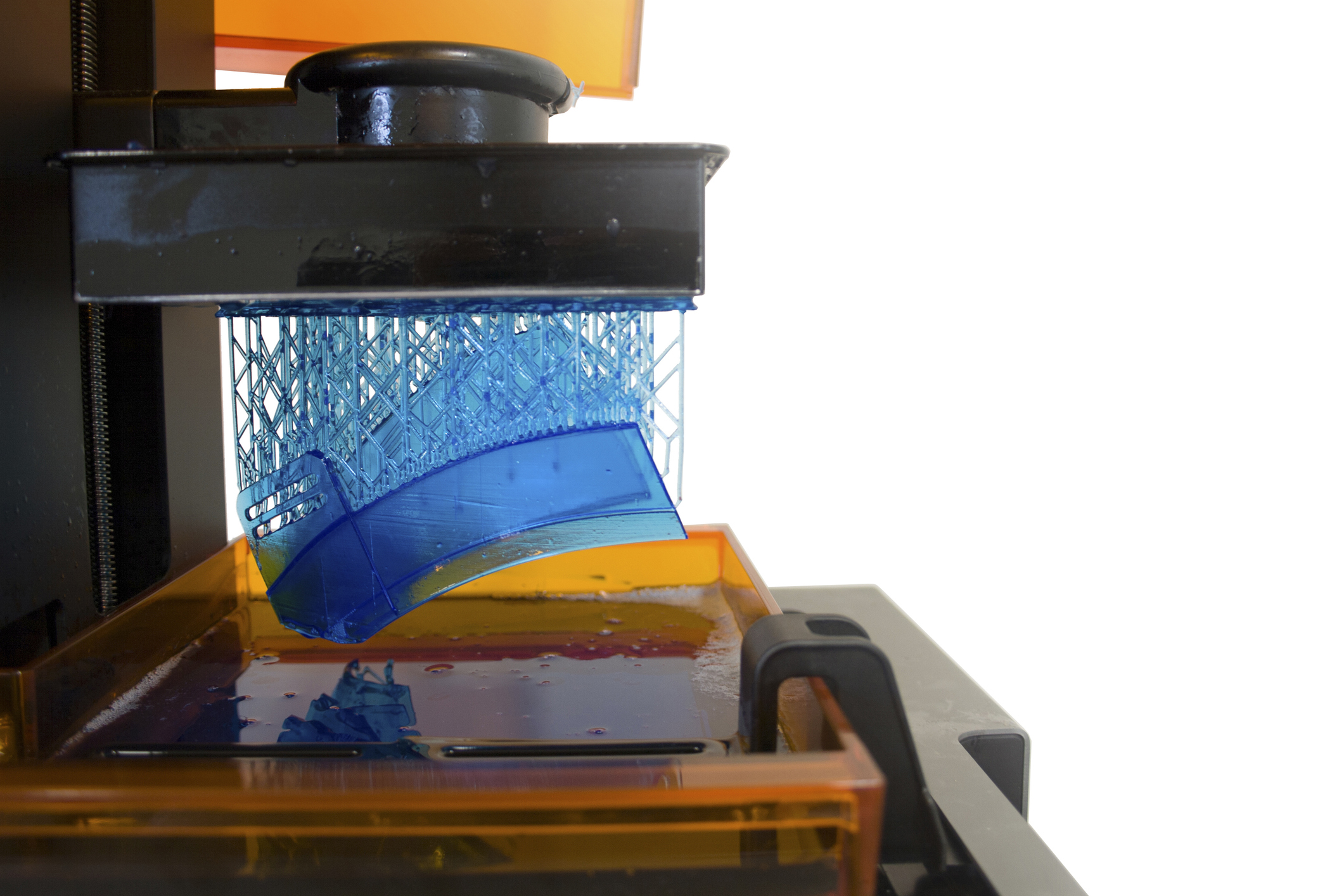
Эта группа объединяет технологии, где объект создается из жидкой фотополимерной смолы, которая отвердевает (полимеризуется) под точным воздействием источника света.
- SLA/DLP/MSLA — стереолитография. Смола отверждается в ванне светом точечного лазера (SLA) или проектора/ЖК-матрицы (DLP/MSLA).
- PolyJet/MJP. Микрокапли смолы наносятся струйной головкой и мгновенно отверждаются УФ-светом, что позволяет комбинировать разные материалы в одной детали. Эти методы обеспечивают высочайшую детализацию и гладкость поверхностей.
SLA, DLP и MSLA — избирательное отвержение под воздействием света
Все эти технологии представляют собой семейство технологий фотополимерной 3D-печати, где объект создается не наплавлением, а избирательным отверждением (затвердеванием) жидкой смолы под воздействием источника света. Если FDM — это «горячий клей», то SLA — это «лепка светом».
Как устроен и работает фотополимерный принтер:
В основе лежит резервуар (ванна) с жидкой фотополимерной смолой, которая затвердевает под действием света определенной длины волны (обычно ультрафиолетового спектра). Ключевое различие между технологиями — в источнике и методе формирования светового рисунка:
- SLA (Stereolithography или стереолитография). Использует точечный лазерный луч. Гальванометры (быстро поворачивающиеся зеркала) с высочайшей точностью направляют ультрафиолетовый лазер, который «рисует» контур каждого слоя, засвечивая и отверждая смолу точка за точкой. Классическая и самая точная, но относительно медленная схема.
- DLP (Digital Light Processing или цифровая обработка света). Использует цифровой проектор в качестве источника света. Каждый слой модели проецируется на всю площадь платформы одновременно. Вместо рисования лучом, слой отверждается целиком за одну вспышку, что делает DLP-печать значительно быстрее, особенно при заполнении сплошных областей. В качестве шаблона служит цифровая маска — изображение слоя.
- MSLA (Masked Stereolithography или маскированная стереолитография). Эволюция DLP, ставшая драйвером доступности. Вместо дорогого проектора используется монохромный ЖК-экран (LCD-матрица) в сочетании с мощной равномерной УФ-подсветкой (часто светодиодной). ЖК-экран работает как программируемая динамическая маска — он становится непрозрачным для УФ-света во всех местах, кроме контура текущего слоя. Это самый бюджетный и популярный сегодня вариант для настольных смоляных принтеров.

Общий принцип работы (на примере классической SLA с подъемной платформой):
- Погружение платформы в резервуар со смолой на расстояние, равное толщине одного слоя (0,025-0,1 мм).
- Отверждение первого слоя смолы с помощью источника света (лазера, проектора, подсветки через ЖК-маску). Первый слой приваривается к платформе.
- Подъем платформы, отрыв свежего слоя от дна ванны (часто используется отрывное движение или гибкое дно для снижения усилий). Жидкая смола снова заполняет образовавшуюся полость.
- Повторение всех шагов для каждого последующего слоя, пока модель не будет готова.
Преимущества:
- Высочайшая детализация и гладкость поверхностей. Размер светового пятна (лазер) или пикселя (DLP/MSLA) исчисляется десятками микрон, что позволяет печатать объекты с мельчайшими деталями, сглаженными наклонными поверхностями и практически незаметной слоистостью.
Недостатки:
- Хрупкость и необходимость постобработки. Свежеотпечатанные детали покрыты жидкой смолой, фотоотверждены не полностью и требуют обязательной промывки в изопропиловом спирте (IPA) и дополнительной УФ-досветки (пост-отверждение) в специальной камере для набора окончательной прочности и стабильности.
- Дороговизна материалов и их специфика. Фотополимерные смолы дороже филамента, а их свойства (гибкость, прочность, термостойкость, цвет) строго заданы химическим составом. Существуют специализированные смолы: литьевые, ювелирные, биосовместимые, ударопрочные, имитирующие ABS.
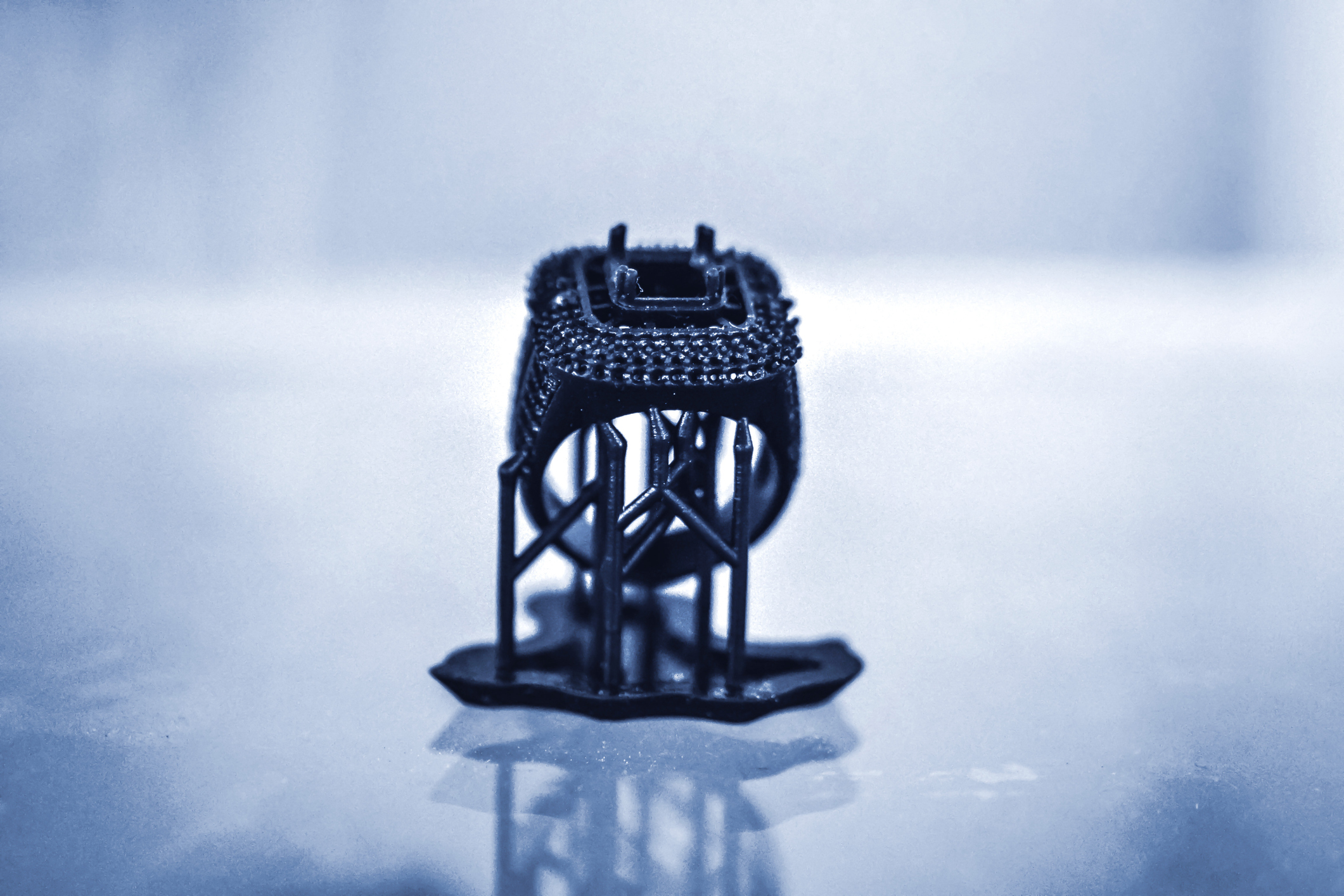
- Отсутствие видимых поддержек. Технология почти всегда требует обширных поддерживающих структур, но они печатаются из того же материала и после засветки становятся хрупкими, что облегчает их механическое удаление. Следы от поддержек, однако, могут оставаться на модели.
Бизнес-ниша. Это технологии для задач, где критически важны эстетика, точность и мелкие детали.
- Ювелирное дело. Мастер-модели для литья по выплавляемым моделям.
- Миниатюры и моделирование.Высокодетализированные фигурки для хобби, архитектурные макеты.
- Функциональное прототипирование.Проверка дизайна, сборки и эргономики изделий, которые должны выглядеть как готовый продукт.
- Медицина и стоматология.Анатомические модели для планирования операций по данным КТ/МРТ, хирургические шаблоны, каппы.

PolyJet и MJP — струйная фотополимеризация
PolyJet (Polymer Jetting) и MJP (MultiJet Printing) — высокоточные технологии 3D-печати, в которых объект создается методом струйного нанесения и мгновенного отверждения жидких фотополимеров слой за слоем. Если SLA — это «лепка светом» из цельной ванны, то PolyJet — это цифровая печать с ультрафиолетовой сушкой, где печатающая головка, подобно струйному принтеру, наносит микрокапли материала.
Оба названия, PolyJet и MJP, являются по сути торговыми марками: MJP принадлежит компании 3D Systems, а PolyJet — Stratasys. При этом принцип работы технологий практически идентичен. Поэтому отдельно мы их рассматривать не будем.
Как устроен и работает PolyJet-принтер:
В основе системы лежит массив из сотен или тысяч микроскопических сопел, расположенных на подвижных кареточных печатающих головках.
- Нанесение материала. Печатающая головка движется над платформой построения и с высочайшей частотой наносит ультратонкие слои (16-30 микрон) жидкого фотополимера. Могут использоваться сразу несколько головок для разных материалов или поддержек.
- Мгновенное отверждение. Сразу после нанесения каждого слоя вслед за головкой проходит мощный источник УФ-излучения, который моментально отверждает (полимеризует) нанесенные капли, формируя твердый и стабильный слой.
- Поддержки из съемного материала. Одновременно с основным материалом печатается водорастворимая или механически удаляемая поддержка из специального гелеобразного фотополимера. Это критически важно для печати сложнейших геометрий с тонкими элементами и большими свесами.
- Послойное наращивание. Платформа опускается на толщину одного слоя, и процесс повторяется до полного построения модели.
Преимущества:
- Непревзойденное качество поверхности и точность. Благодаря минимальной толщине слоя и размеру капли (до 0,1 мм) детали обладают гладкой, почти литьевой поверхностью с высочайшей детализацией и минимальной видимой слоистостью.
- Мультиматериальность и полноцветная печать (для отдельных моделей). Это уникальная особенность. Одна система может печатать несколькими материалами одновременно, создавая детали с разной жесткостью, прозрачностью или цветом в одном цикле печати. Например, можно создать шину с жестким диском и эластичным протектором или анатомическую модель с цветовой дифференциацией тканей.
- Высокая скорость создания прототипов. Относительно быстрый процесс, особенно для мелких и средних деталей со сложной геометрией, так как нет необходимости в долгом постотверждении в печи.
- Геометрическая свобода. Благодаря водорастворимым поддержкам можно создавать чрезвычайно сложные внутренние полости, тончайшие стенки и элементы, которые было бы невозможно напечатать и очистить другими методами.
Недостатки и ограничения:
- Высокая стоимость владения.Цены на оборудование, оригинальные фотополимерные материалы и поддержки очень высоки. Стоимость литра смолы сопоставима или выше, чем у промышленных SLA-систем.
- Ограниченная долговечность и стабильность материалов.Большинство стандартных фотополимеров для PolyJetподвержены старению— могут терять прочность, желтеть или становиться хрупкими под длительным воздействием УФ-света (солнца) и повышенной влажности. Не подходят для длительных функциональных нагрузок.
- Сложность и дороговизна постобработки.Несмотря на растворимость поддержек, их удаление из сложных внутренних полостей может быть трудоемким, требовать специальных промывочных станций и больших объемов технической воды или реагентов.
- Малая область построения относительно стоимости.Для обеспечения высокой точности область печати, как правило, меньше, чем у промышленных FDM или SLS-принтеров сопоставимого ценового диапазона.
Бизнес-ниша PolyJet/MJP
Этотехнология премиум-класса для прототипирования, дизайна и медицины, где критически важныэстетика, тактильные ощущения и визуализация.

- Концептуальное и эстетическое прототипирование: создание моделей, которые неотличимы от конечного литьевого продукта по виду и на ощупь. Используется в потребительской электронике, упаковке, автомобильном дизайне.
- Медицина и стоматология:
- Анатомические модели для планирования операций с цветовым кодированием различных типов тканей.
- Прозрачные модели для изучения кровотока или расположения опухолей.
- Биосовместимые (стерилизуемые) прототипы хирургических инструментов и шаблонов.
- Литье по выплавляемым моделям: создание высокоточной мастер-модели для ювелирного и зубного литья, где качество поверхности определяет качество конечного изделия.
- Прототипирование изделий из силикона и резины: использование эластичных и подобных резине фотополимеров для имитации мягких компонентов (уплотнители, кнопки, рукоятки).
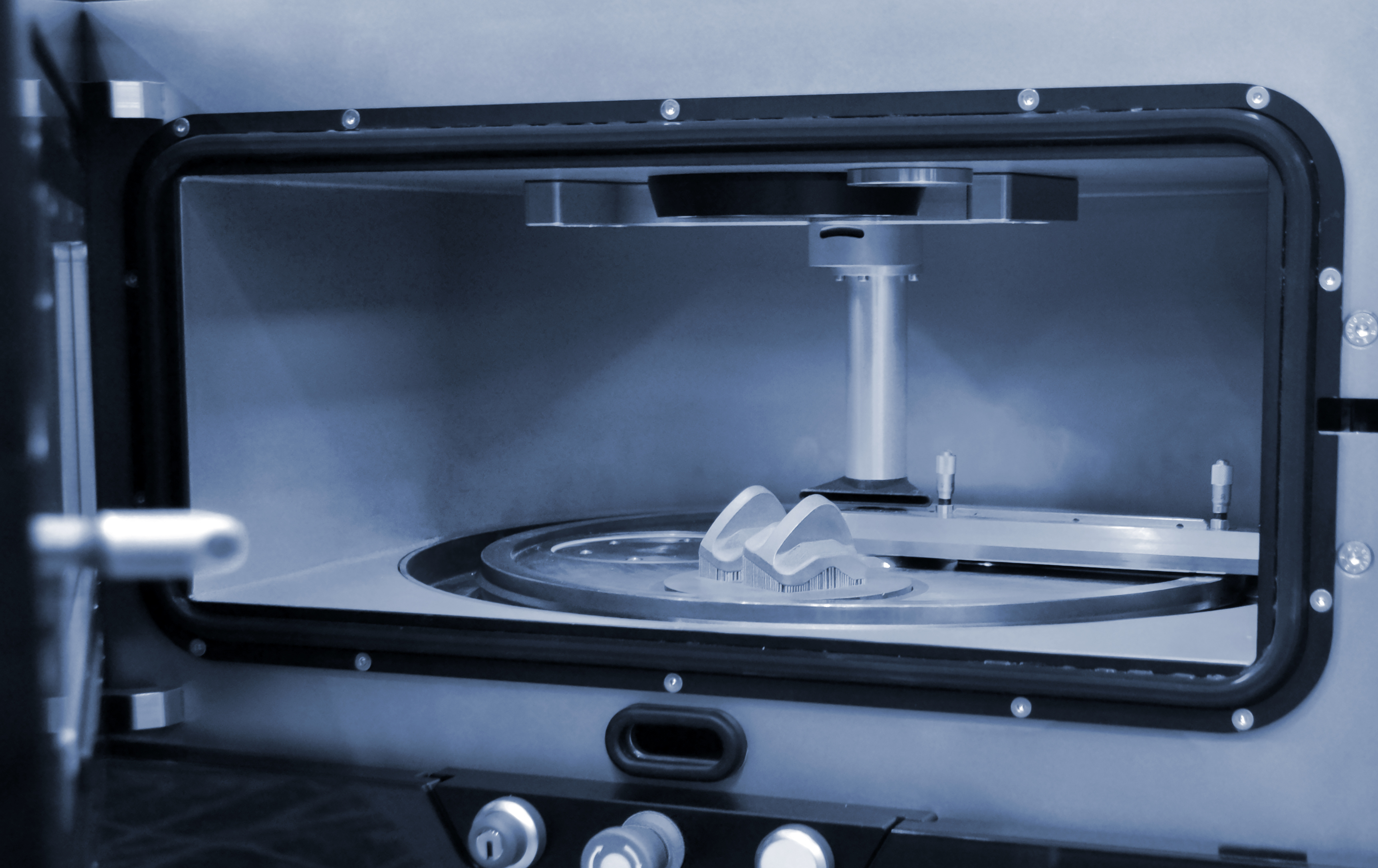
Cелективное лазерное спекание полимерных порошков — SLS
Технология SLS (Selective Laser Sintering или селективное лазерное спекание) использует лазер для спекания (соединения) слоев частиц мелкодисперсного полимерного порошка (чаще всего нейлона) в твердый монолитный объект. Несвязанный порошок служит естественной поддержкой, что позволяет создавать сложные, готовые к использованию детали без дополнительных конструкций, отличающиеся хорошей механической прочностью. Это не просто печать — это контролируемое производство в «цифровой печи».
Как устроен и работает SLS-принтер:
Система представляет собой герметичную термокамеру, в которой поддерживается температура, близкая к точке плавления материала. Это минимизирует тепловые деформации.
- Камера с порошком. Основной объем установки занимают два контейнера: рабочая камера и контейнер-дозатор, заполненные тонким слоем порошка.
- Нанесение слоя. Распределительный валик или лезвие захватывает порцию порошка из дозатора и наносит его идеально ровным тонким слоем (обычно 60-120 микрон) на рабочую платформу.
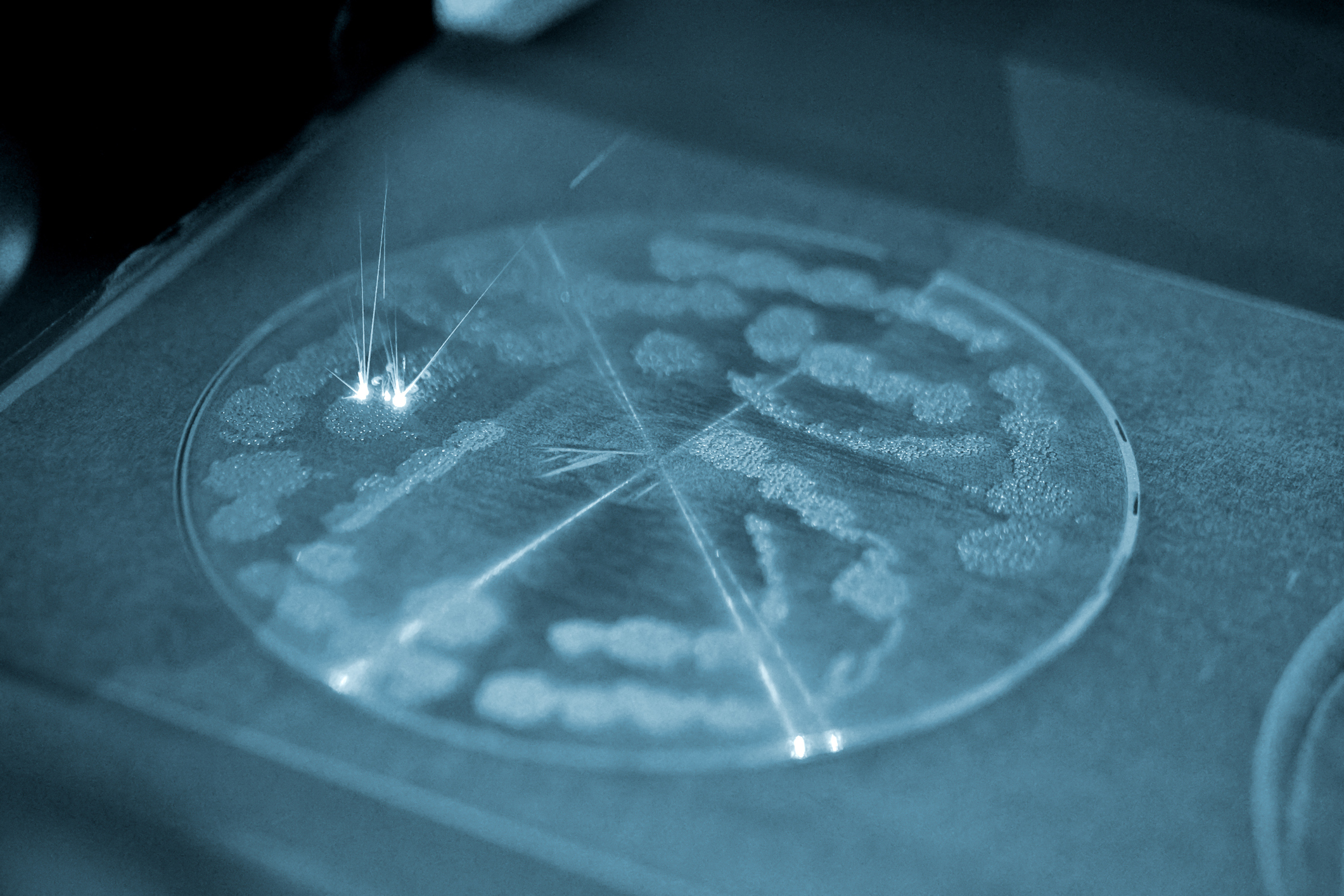
- Селективное спекание. Сканирующая система, управляемая гальванометрами, направляет мощный CO₂-лазер (или волоконный лазер для металлов) по контуру и внутреннему объему текущего поперечного сечения детали. Лазерный луч точечно нагревает частицы порошка выше температуры их спекания или полного плавления (в случае SLM для металлов), заставляя их спаиваться друг с другом и с предыдущим слоем.
- Опускание платформы и цикл. После завершения сканирования слоя рабочая платформа опускается на толщину одного слоя. Дозатор поднимается, освобождая новый объем порошка для нанесения следующего слоя. Процесс повторяется.
- «Порошковая поддержка». После завершения печати вся рабочая камера представляет собой условный пирог, где готовые детали полностью погружены в несвязанный порошок. Этот порошок естественным образом поддерживает все свесы и сложные полости в процессе печати, что устраняет необходимость в специальных поддерживающих структурах. В этом и заключается главное преимущество SLS.
- Остывание и извлечение. После печати вся камера медленно охлаждается по строгому температурному профилю, чтобы снять внутренние напряжения. Затем ее извлекают, и оператор аккуратно вынимает готовые детали из «порошкового кейса», после чего оставшийся неиспользованный порошок просеивается, смешивается со свежим (обычно в соотношении 30/70 или 50/50) и снова загружается в систему для следующей печати.
Преимущества:
- Свобода геометрии и отсутствие опор.Невозможные для других технологий формы — вложенные детали, подвижные шарниры в сборке, замкнутые полости и сложнейшие решетчатые структуры — становятся рядовой задачей.
- Высокая прочность и функциональность.Изготовленные таким способом детали обладают изотропными механическими свойствами (почти одинаковыми во всех направлениях), близкими к литьевым аналогам, и могут использоваться как готовые функциональные компоненты в механизмах.
Недостатки:
- Шероховатая поверхность и необходимость постобработки.Поверхность имеет характерную«песчаную» текстуруи пористую структуру. Для улучшения эстетики и свойств часто применяется механическая обработка, шлифовка, пропитка или окраска.
- Высокий порог входа.Установки требуют сложной инфраструктуры: мощное энергоснабжение, азотная или аргоновая система инертной среды (для предотвращения окисления), промышленная вытяжка, климат-контроль. Процесс требует глубоких материаловедческих знаний.
Особенность:
Порошковая эффективность и материал.Основной используемый материал —нейлон (полиамид PA12, PA11, PA6), часто армированный стеклом, углеродом или алюминием.
Ключевой параметр — высокая степень повторного использования порошка (до 70-80%). Это одновременно и преимущество, и недостаток. Повторное использование порошка сокращает объем используемого материала, удешевляя серийное производство. Однако следует учитывать деградацию порошка, необходимость жесткого контроля рецептуры (поддержание правильного соотношения уже использованного порошка и нового), контроля влажности из-за гигроскопичности нейлона и др.
Бизнес-ниша. SLS — технология для сложного функционального производства, где важен результат, а не скорость или внешний вид. К такому относятся:
- Мелкосерийное и кастомизированное производство. Готовые к использованию узлы для авиации, гоночных автомобилей, робототехники (корпуса, кронштейны, воздуховоды).
- Медицина и ортопедия. Индивидуальные протезы, биосовместимые (из PA11) имплантаты и хирургические шаблоны.
- Литьевые формы и оснастка. Термостойкие мастер-модели и формы для силиконового литья малых серий.
- Сложные функциональные прототипы для тестирования в условиях, близких к эксплуатационным.
Порошковое плавление металлов
Промышленные технологии этой группы создают полностью плотные металлические детали послойным расплавлением частиц металлического порошка высокоэнергетическим лучом.
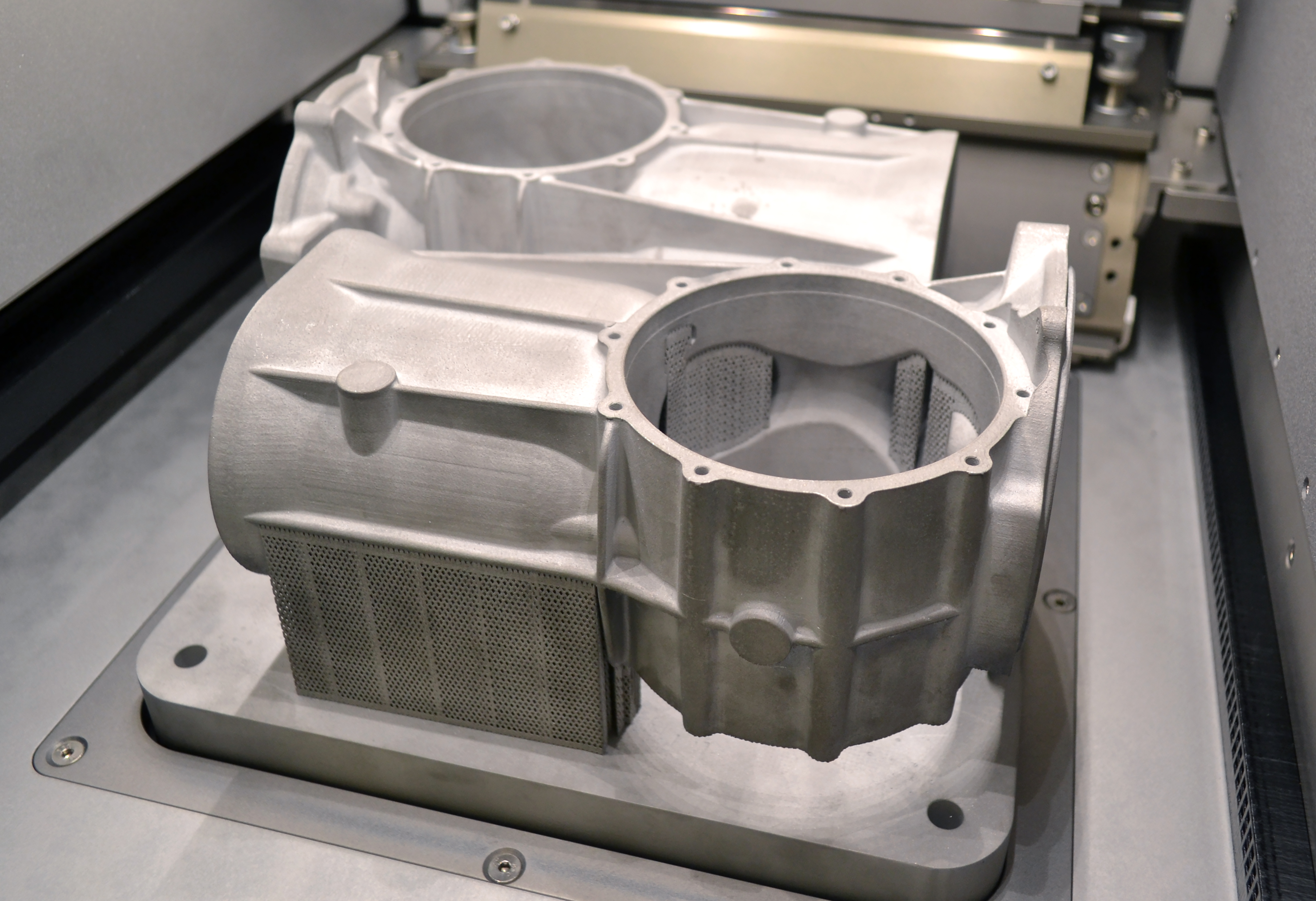
DMLS и SLM — лазерное плавление металлов
В технологиях DMLS (Direct Metal Laser Sintering или лазерное спекание металла) и SLM (Selective Laser Melting или селективное лазерное плавление) для плавления используется мощный лазер. Это стандарт для изготовления точных, сложных деталей из нержавеющей стали, титана, алюминиевых и никелевых сплавов.
DMLS и SLM — родственные промышленные технологии аддитивного производства, предназначенные для создания плотных металлических деталей напрямую из цифровой модели. Если SLS спекает пластик, то эти методы полностью расплавляют частицы металлического порошка. Это не просто «печать металлом» — это создание высокопрочных деталей с уровнем свойств, конкурирующих с изделиями, полученными традиционной обработкой и литьем.
Как устроена и работает система металлической лазерной печати:
Установка представляет собой сложный комплекс: герметичная камера, заполненная инертным газом (аргон или азот), высокомощный волоконный лазер, система подачи порошка и прецизионная платформа. Процесс происходит при строго контролируемых условиях для предотвращения окисления.
- Подготовка камеры.Рабочая платформа опускается, а дозатор поднимается. Тонкий равномерный слой (20-60 микрон) металлического порошка наносится на платформу с помощью ракеля из бункера-дозатора.
- Селективная лазерная плавка.Мощный волоконный лазер (от 200 до 1000 Вт и более), управляемый гальванометрами, сканирует поверхность слоя порошка по траектории, заданной 3D-моделью. Лучполностью расплавляетчастицы металла, формируя плотный поперечный слой детали. В DMLS (хоть термин часто используют как синоним SLM) может происходить неполное плавление с диффузионным спеканием, в то время какSLM подразумевает полное расплавление до образования гомогенного расплава.
- Опускание платформы.После завершения сканирования слоя, рабочая платформа опускается на толщину одного слоя.
- Новый слой порошка.Дозатор подает новую порцию порошка, ракель выравнивает его, и процесс повторяется.
- Поддержка и термоуправление.Детали печатаются с обязательнымиподдерживающими структурами(суппортами), которые:
- Отводят тепло от зоны печати, предотвращая перегрев и деформацию.
- Фиксируют деталь на платформе, компенсируя термические напряжения.
- После печати удаляются механически (фрезерованием, электроэрозией).
- Постобработка.После печати вся платформа с «пирогом» из деталей в порошке подвергается медленномуотжигу в печи (stress relief)для снятия внутренних напряжений. Затем детали извлекаются, очищаются от порошка, все лишнее удаляется, а изделия часто проходят дополнительнуютермообработку (отпуск, старение)имеханическую обработку (фрезеровка, шлифовка, полировка)на критических поверхностях.

Преимущества:
- Свобода геометрии и консолидация узлов. Возможность создавать внутренние каналы охлаждения (например, в турбинных лопатках), облегченные решетчатые структуры и объединять десятки деталей в одну — это ключевое инженерное преимущество.
- Высокие механические свойства. Получаемые детали обладают свойствами, сопоставимыми, а иногда и превосходящими литые аналоги с мелкозернистой микроструктурой.
- Широкий спектр материалов. Печатают из нержавеющих (316L), инструментальных, жаропрочных сталей, титановых (Ti6Al4V) и алюминиевых (AlSi10Mg, AlSi7Mg) сплавов, кобальт-хрома, никелевых суперсплавов (Inconel 718, 625) и даже драгоценных металлов.
- Производство по требованию и кастомизация. Идеально для мелкосерийного выпуска, изготовления уникального инструмента и персонализированных медицинских имплантатов.
Недостатки:
- Очень высокая стоимость владения. Цена оборудования исчисляется сотнями тысяч и миллионами долларов. Стоимость металлического порошка крайне высока (особенно для титана и суперсплавов). Процесс энергоемок.
- Сложность процесса и необходимость глубокой экспертизы. Требуется инженерная квалификация в металловедении, 3D-моделировании (специальное ПО для генерации поддержек и управления термонапряжениями) и постобработке. Высоки риски брака из-за неправильных настроек.
- Ограниченная скорость и размеры построения. Скорость печати невысока, а размеры рабочей камеры ограничены (обычно до 400x400x400 мм для большинства промышленных установок).
- Обязательная и трудоемкая постобработка. Детали, снятые с платформы, имеют шероховатую поверхность, требуют удаления поддержек и почти всегда — финишной механической обработки для достижения нужных допусков и качества поверхности.
- Вопросы повторного использования порошка. Как и в SLS, порошок можно использовать повторно, но для металлов это еще более критично из-за окисления, влагопоглощения и изменения гранулометрического состава. Требуется строжайший контроль и часто — утилизация после нескольких циклов для высокоответственных деталей (например, в аэрокосмической отрасли).

Бизнес-ниша. DMLS/SLM — это технологии высокого класса для отраслей, где ключевыми являются производительность, вес и сложность детали, а не ее стоимость.
- Аэрокосмическая отрасль: легковесные кронштейны, топливные форсунки с интегрированными каналами, элементы двигателей.
- Медицина (высокого уровня): индивидуальные титановые импланты с пористой поверхностью для остеоинтеграции, биосовместимые хирургические инструменты.
- Автомобилестроение и мотоспорт: прототипы и мелкосерийные детали для двигателей, выхлопных систем, гоночных болидов.
- Сложное инструментальное производство: пресс-формы со встроенными каналами конформного охлаждения, радикально сокращающие цикл литья.
- Энергетика и турбиностроение: жаростойкие компоненты турбин, теплообменники сложной формы.
EBM — электронно-лучевое плавление металлов
Технология EBM (Electron Beam Melting или электронно-лучевое плавление) — это промышленная технология аддитивного производства металлических деталей, где для послойного сплавления металлического порошка используется энергия высокоскоростного электронного луча в вакуумной камере. Если SLM — это «лазерная точность», то EBM — это «скоростная мощь» для создания прочных и термостойких деталей.
В вакуумной камере EBM-принтеров используется скоростной электронный луч. Технология оптимальна для крупных, высокопрочных деталей из титана и жаропрочных сплавов, где критически важна низкая внутренняя напряженность материала.
Как устроен и работает EBM-принтер:
- Вакуумная камера. Процесс начинается с создания высокого вакуума в рабочей камере. Он исключает окисление металла и позволяет электронному лучу работать эффективно.
- Предварительный нагрев. Платформа с тонким слоем металлического порошка (титан, кобальт-хром) разогревается электронным лучом до температуры 700–1000°C. Важная особенность: деталь печатается в «горячем» состоянии.
- Селективное плавление. Сфокусированный электронный луч, управляемый электромагнитными катушками, сканирует контур сечения, полностью расплавляя частицы порошка. Скорость сканирования луча очень высока.
- Послойное наращивание. После формирования слоя платформа опускается и наносится новый слой порошка, а затем процесс повторяется. Высокая температура платформы обеспечивает медленное охлаждение, сводя к минимуму внутренние напряжения.
Преимущества:
- Прочность и пластичность. Детали, напечатанные на EBM-принтерах, имеют низкие остаточные напряжения и отличную ударную вязкость благодаря высокотемпературному процессу. Они меньше подвержены растрескиванию.
- Высокая скорость построения. Электронный луч плавит порошок быстрее лазера, что делает технологию эффективной для создания крупногабаритных, массивных деталей.
- Работа с трудными материалами. Идеально подходит для титановых сплавов и жаропрочных сплавов на основе кобальта и никеля. Вакуумная среда идеальна для химически активных металлов.
- Шероховатая поверхность и «зернистость». Поверхность деталей грубее, чем у SLM, и часто требует последующей механической обработки для достижения высокой точности размеров.
Недостатки и ограничения:
- Более низкое разрешение и точностьпо сравнению с лазерными системами SLM. Не подходит для тонкостенных, высокодетализированных структур.
- Высокие капитальные затраты и стоимость обслуживания вакуумных систем.
- Ограниченный выбор материаловпо сравнению с лазерными системами.

Бизнес-ниша. EBM — это технология 3D-печати для создания ответственных, высоконагруженных компонентов, где ключевыми являются прочность, усталостная долговечность и термостойкость, а не сверхвысокая точность.
- Аэрокосмическая отрасль и двигателестроение — везде, где критично сохранение стабильности и прочности сверхлегких конструкций (например, оптимизированных кронштейнов, элементов рам) в условиях экстремальных температур и вибраций. Высокотемпературный процесс EBM обеспечивает низкий уровень внутренних напряжений, что предотвращает деформацию и растрескивание сложных тонкостенных структур после их изготовления, гарантируя их надежность в работе. Примеры: производство лопаток турбин из титановых и жаропрочных сплавов; создание крупногабаритных монолитных кронштейнов и рамных конструкций для космических аппаратов.
- Энергетика и тяжелое машиностроение, где важно соблюдение ключевых требований — долговечности, термостойкости, коррозионной стойкости. Пример: изготовление теплообменников и элементов камер сгорания из медных сплавов или нержавеющих сталей; производство крупногабаритных штампов и пресс-форм с внутренними каналами охлаждения из инструментальных сталей. В первом случае вакуумная среда EBM предотвращает испарение легирующих элементов и образование пор, обеспечивая высокую теплопроводность и плотность готовых изделий. Во втором — низкие внутренние напряжения после печати минимизируют риск коробления при последующей термообработке.
- Специализированное медицинское приборостроение и наука. Преимущество EBM здесь — работа с чистыми, реакционноспособными металлами. Например, изготовление титановых камер и корпусов для имплантируемых медицинских устройств (например, кардиостимуляторов следующего поколения). Полное отсутствие оксидных пленок на детали, напечатанной в вакууме, обеспечивает максимальную биосовместимость и долгосрочную стабильность в агрессивной среде организма.
Binder Jetting — струйное склеивание
Binder Jetting (BJ) — это технология 3D-печати, в которой объект создается послойным склеиванием частиц порошка с помощью жидкого связующего вещества (клея), наносимого струйной печатающей головкой. Это высокопроизводительный метод, позволяющий создавать крупногабаритные объекты, полноцветные модели (гипс), а также литейные формы. Полученные «зеленые» детали часто требуют последующего упрочнения (пропитки или спекания).
Как устроен и работает Binder Jetting-принтер:
- Нанесение слоя порошка. Ракель наносит тонкий слой (50-100 микрон) сыпучего материала (песок, металлический порошок, гипс) на рабочую платформу.
- Струйное нанесение связующего. Печатающая головка (аналогичная струйной в 2D-принтере) перемещается над слоем и точечно наносит микрокапли жидкого клея (биндера) согласно сечению 3D-модели. В случае полноцветной печати одновременно наносятся цветные пигменты.
- Склеивание и сушка. Связующее мгновенно пропитывает порошок в зоне контакта, склеивая его частицы между собой и с предыдущим слоем. Часто используется подогрев для ускорения сушки.
- Опускание платформы. Платформа опускается, наносится новый слой порошка, и процесс повторяется.
- «Порошковый кейс».По окончании печати готовая деталь находится внутри блока несвязанного порошка, который выступает естественной поддержкой.
- Обязательная постобработка (декантация и упрочнение).Это критический этап, отличающий BJ от других методов.
- Деталь осторожно извлекают из порошка и очищают.
- «Зеленая» деталь — хрупкая, пористая, как сырая глина.
- Для придания прочности ее пропитывают полимером (для металлов/песка) или спекают в печи при высокой температуре (для металлов).
Преимущества:
- Высокая скорость и масштабируемость.Печать ведется по всей площади слоя одновременно. Поддержка не требуются. Это самая быстрая технология для крупногабаритных объектов (архитектурные макеты, литейные формы).
- Полноцветная печать (для гипсовых композитов). Единственная технология, позволяющая создавать готовые цветные модели без ручной покраски, идеально подходит для медицины (анатомические модели), архитектуры и дизайна.
- Экономичность для серий.Низкая стоимость сырья (песок, гипс) и возможность почти 100% рекуперации несвязанного порошка делают BJ оптимальной для серийного производства однотипных деталей (например, литейных стержней) или уникальных цветных моделей.
- Отсутствие термических напряжений. Так как нет высокотемпературного плавления, детали не коробятся, что важно для крупных и точных отливок.

Недостатки и ограничения:
- Пористость и «зернистая» поверхность. Это главный эстетический и функциональный минус. Даже после пропитки поверхность остается матовой, зернистой, напоминающей песчаник. Гладкой «литьевой» поверхности, как у PolyJet или SLA, добиться невозможно в принципе из-за природы технологии (склеивание порошка).
- Хрупкость «зеленых» деталей и необходимость сложной постобработки. Деталь после печати непригодна к использованию. Требуются дополнительные процессы: дегазация, спекание (для металла — усадка до 20%), пропитка. Это удорожает и усложняет цикл.
- Ограниченная механическая прочность. Даже после спекания металлические детали по прочности уступают деталям, полученным методом SLM/DMLS (полное плавление). Это накладывает ограничения на их применение в высоконагруженных узлах.
- Гигроскопичность материалов. Гипсовые порошки впитывают влагу и требуют защиты. Готовые модели часто покрывают лаком.
Бизнес-ниша Binder Jetting
- Литье металлов. В основном применяется в промышленности для печати крупных, сложных песчаных литейных форм и стержней для чугунного, алюминиевого и стального литья.
- Архитектура, медицина, дизайн. Создание цветных анатомических моделей, архитектурных макетов, презентационных моделей продуктов. Цвет компенсирует простоту поверхности.
- Серийное производство металлических деталей. Детали со сложной геометрией, не подлежащие некритичным механическим нагрузкам (корпуса, арматура, элементы дизайна). Случаи, когда важнее скорость и стоимость серии, чем максимальная прочность.
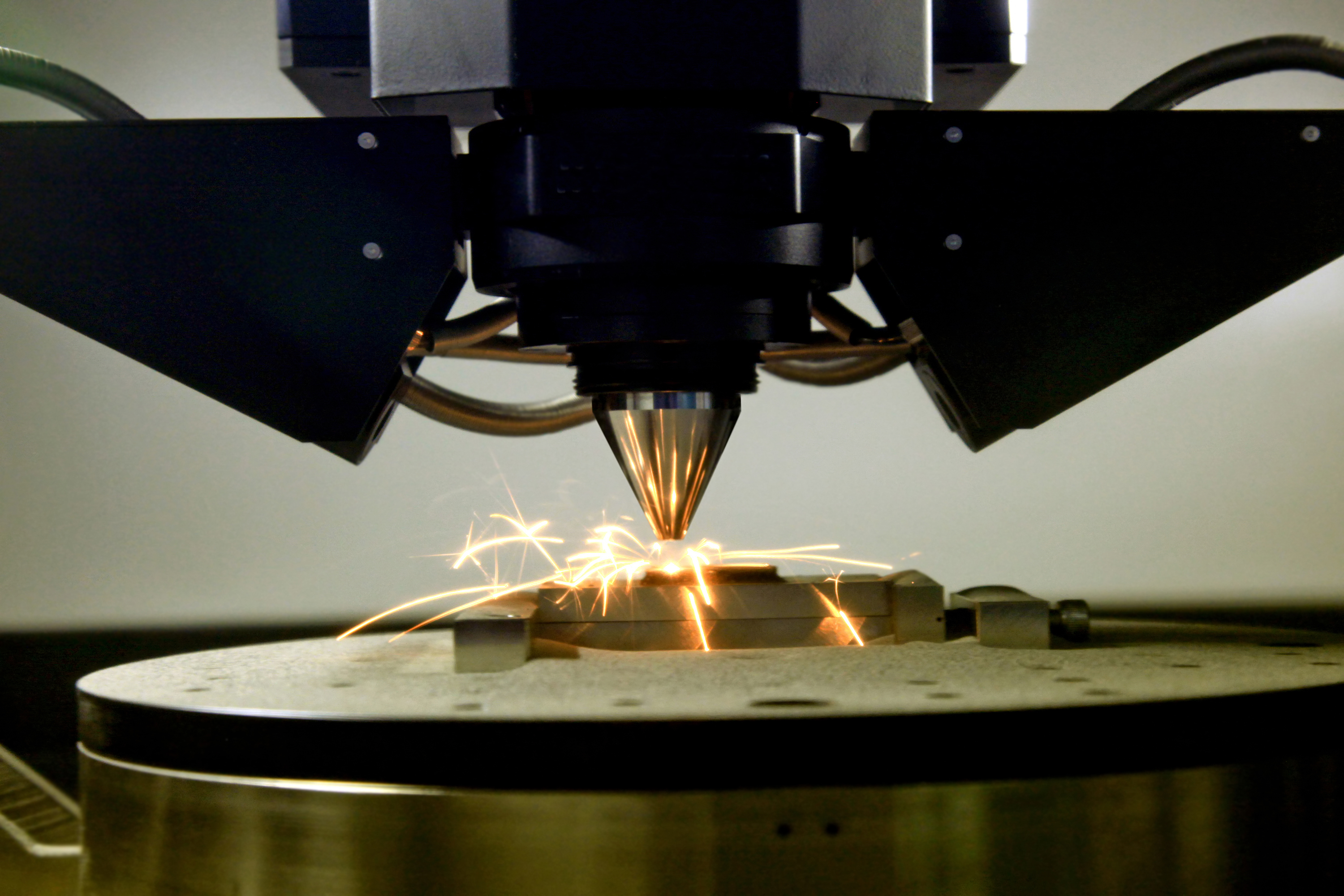
DED — «горячий ремонт» и создание гибридных деталей
DED (Direct Energy Deposition или прямое энергетическое осаждение) — это технология аддитивного производства, при которой материал (порошок или проволока) подается непосредственно в зону фокусировки мощного энергетического луча (лазера, электронного луча или плазмы), мгновенно плавится и осаждается на подложку. Если EBM и SLM — это «печать в порошковой постели», то DED — это «сварочный 3D-принтер», способный наращивать материал с высокой скоростью и в больших объемах.
Как устроен и работает DED-комплекс:
- Источник энергии и доставка материала. Система состоит из источника энергии (чаще всего это мощный волоконный лазер) и коаксиального (соосного) сопла, через которое одновременно с лучом подается металлический порошок или проволока. Фокус луча создает на поверхности подложки небольшую расплавленную ванну.
- Послойное наращивание. Роботизированный манипулятор или многоосевая портальная система с высокой точностью перемещает сопло, осаждая расплавленный материал по заданной 3D-траектории. Материал застывает почти мгновенно, формируя плотный, не имеющий пор слой, металлургически связанный с основой.
- Работа с существующими деталями. Уникальность DED — возможность наплавлять материал не на плоскую платформу, а на существующую деталь сложной геометрии (например, на изношенную лопатку турбины). Это делает технологию идеальной для ремонта и модификации.
- Гибридные системы. Часто DED-головка интегрируется с пятиосевым фрезерным станком, что позволяет в одном цикле сначала напечатать сложную геометрию, а затем сразу же обработать ее с высокой точностью, получая готовую деталь за одну установку.
Преимущества:
- Высокая скорость построения и большой объем наплавки. Технология создает детали на порядок быстрее, чем порошковые методы (SLM/EBM), особенно для крупногабаритных объектов (более 1 метра).
- Ремонт и восстановление дорогостоящих компонентов. Основное коммерческое применение — восстановление изношенных или поврежденных деталей (лопатки турбин, пресс-формы, валки прокатных станов), что дает огромную экономию на каждой детали.
- Гибридное производство. Позволяет комбинировать преимущества обоих методов (SLM и EBM): аддитивно создать сложную геометрию или функциональный слой (например, износостойкий), а затем субтрактивно (фрезерованием) добиться высокой точности размеров и чистоты поверхности.
- Возможность работы с широкой гаммой материалов. От нержавеющих сталей и титана до экзотических жаропрочных сплавов на основе никеля и кобальта.
- Создание биметаллических и градиентных структур.Можно плавно менять состав подаваемого порошка, создавая деталь, в которой один материал (например, стойкий к коррозии) постепенно переходит в другой (прочный и вязкий).

Недостатки и ограничения:
- Низкая точность и грубая поверхность. Точность и качество поверхности DED-деталей значительно уступает порошковым методам (SLM). Почти всегда требуется последующая механическая обработка.
- Сложность создания тонкостенных и сложных внутренних структур. DED плохо подходит для «ажурных» деталей с полостями, так как материал наносится снаружи. Это технология для массивных, плотных объемов.
- Высокие тепловые нагрузки. Процесс создает большую зону термического влияния, что может приводить к деформациям основы и требует строгого контроля теплового режима.
- Высокая стоимость оборудования и эксплуатации. Комплексы с роботами и ЧПУ, а также системы подачи инертного газа требуют серьезных инвестиций.
Бизнес-ниша. DED — это 3D-технология для индустрии, где на первом месте стоит экономическая эффективность ремонта и скорость создания крупных деталей, а не максимальное разрешение.
- Авиация, энергетика, судостроение. Восстановление и упрочнение лопаток газовых и паровых турбин, коленчатых валов, крупных корпусных деталей.
- Нефтегазовая отрасль. Ремонт бурового инструмента, насосно-компрессорных штанг, задвижек.
- Станкостроение и тяжелая промышленность. Производство и восстановление крупногабаритных штампов, пресс-форм, прокатных валков с износостойким покрытием.
- Оборонная промышленность. Оперативное производство и ремонт крупных элементов военной техники в полевых условиях (мобильные DED-комплексы).
Сравнение технологий 3D-печати
|
Технологии 3D-печати |
|||||
|
ВНИМАНИЕ! В таблице приведены усредненные данные. Фактические показатели сильно зависят от конкретной модели оборудования, материалов и настроек |
|||||
|
Технология |
Основные материалы |
Точность/Качество поверхности |
Прочность изделий |
Область построения (типовая) |
Сфера оптимального применения в бизнесе |
|
Экструзия термопластиков |
|||||
|
FDM/FFF — полимерное наплавление |
Термопластики: PLA, ABS, PETG, Nylon, TPU, инженерные (ASA, PC, PEEK) |
Низкая или средняя |
От средней до высокой |
От 200x200x200 мм до 300x300x300 мм (настольные), до 1м³ (промышленные) |
Функциональное прототипирование, изготовление оснастки, мелкосерийное производство неответственных деталей, образование, мастерские |
|
Фотополимеризация жидких смол |
|||||
|
SLA/DLP/MSLA — стереолитография |
Фотополимерные смолы: |
Очень высокая |
От низкой до средней |
От 120x70x150 мм до 300x335x200 мм (настольные и полупромышленные) |
Высокодетализированные прототипы, мастер-модели для литья (ювелирное, стоматологическое), миниатюры, анатомические модели в медицине, оптические детали |
|
PolyJet/MJP — струйная фотополимеризация |
Фотополимерные смолы, в т.ч. многоцветные и мультиматериальные (с разной жесткостью) |
Исключительно высокая |
Низкая или средняя |
До 1000x800x500 мм (крупногабаритные промышленные модели) |
Визуальные и эргономические прототипы, полноцветные модели (архитектура, медицина), изготовление силиконовых форм и мастер-моделей высшего качества |
|
Cелективное лазерное спекание полимерных порошков — SLS |
|||||
|
SLS — селективное лазерное спекание |
Полимерные порошки: полиамиды (PA12, PA11, PA6), армированные стекловолокном (PA-GF), алюминием (Alumide) |
Средняя |
Высокая |
От 300x300x300 мм до 550x550x750 мм и более (промышленные) |
Функциональное прототипирование и мелкосерийное производство готовых к использованию деталей, сложные узлы без сборки, индивидуальные протезы, литьевые формы |
|
Порошковое плавление металлов |
|||||
|
DMLS/SLM — 3D-печать с помощью металлического порошка |
Металлические порошки: нержавеющая сталь (316L), титановые сплавы (Ti6Al4V), алюминиевые (AlSi10Mg), никелевые суперсплавы (Inconel), кобальт-хром |
Средняя |
Очень высокая |
От 250x250x250 мм до 400x400x400 мм (стандартные промышленные) |
Высоконагруженные детали в аэрокосмической и автомобильной отраслях, индивидуальные медицинские импланты, сложные формы с конформным охлаждением, изготовление запчастей для ремонта |
|
EBM — электронно-лучевое плавление |
Титан и его сплавы (Ti-6Al-4V), хром-кобальтовые сплавы (CoCr), никелевые суперсплавы (Inconel 718) |
Средняя |
Очень высокая |
От 200×200×380 мм до 500×500×400 мм для стандартных камер. Крупногабаритные промышленные системы (например, Sciaky EBAM) могут достигать 1500×1500×1200 мм |
Аэрокосмическая промышленность (легкие лопатки турбин, кронштейны), медицина (индивидуальные ортопедические имплантаты), автоспорт (высокопроизводительные детали) |
|
Binder Jetting — струйное склеивание |
|||||
|
Binder Jetting — струйное склеивание |
Песчаные композиты (для литья), металлические порошки (с последующей пропиткой/спеканием), гипс (полноцветные модели) |
Средняя |
Низкая (сырые детали) |
Масштабные: до 2200x1200x600 мм (песок), 400x250x250 мм (металл) |
Масштабное прототипирование литейных форм (песчаные стержни), производство полноцветных макетов, серийное производство металлических деталей (при постобработке) |
|
DED — «горячий ремонт» и создание гибридных деталей |
|||||
|
DED (Прямое энергетическое осаждение) |
Широкий спектр металлов: титановые сплавы, нержавеющие стали, никелевые суперсплавы (Inconel), алюминиевые сплавы (AlSi10Mg), инструментальные стали |
Низкая |
Высокая |
Очень большая и гибкая |
Ремонт и восстановление дорогостоящих компонентов (лопатки, пресс-формы, валы). |
Критерии выбора промышленного 3D-оборудования и 3D-принтеры для бизнеса
Выбор 3D-системы для бизнеса или промышленности — это не поиск некой «коробки с функциями», а стратегическое решение по интеграции аддитивного производства в бизнес-процессы. Инвестиция должна быть обоснована не техническими «фишками», а экономическим результатом. И чтобы оценить осмысленность приобретения того или иного оборудования, следует применить системный подход, в частности сделать технико-экономическое обоснование приобретения, а затем выбрать критичные технические характеристики устройства.
Технико-экономическое обоснование (ТЭО) начинается с определения круга решаемых задач. Для этого нужно дать четкий ответ, что именно нужно печатать: детали для станка ЧПУ, прототипы корпусов для клиентов, уникальные держатели для продукции, POS-материалы и т.д.
Далее производится расчет стоимости деталей, с учетом:
- Стоимости оборудования/срока его плановой службы (3-5 лет).
- Цены материалов(филамент, смола) у проверенных/надежных поставщиков.
- Человеко-часов оператора, например:подготовка файла (30 мин.), настройка принтера (15 мин.), постобработка (20 мин.). Если материал для детали стоит 100₽, но на ее изготовление уходит час работы инженера с зарплатой 2000₽/час, то реальная себестоимость будет уже 2100₽ (без учета амортизации и сопутствующих расходов).
После того как появляется понимание о реальной стоимости деталей, производится оценка ROI. Она учитывает следующие параметры:
- Прямую экономию, например сокращение закупок стандартного крепежа, производство оснастки вместо ее покупки.
- Косвенную выгоду — ускорение сборки за счет кондукторов, повышение лояльности клиентов за счет быстрого прототипирования.
- Дополнительную прибыль, которую можно извлечь. Например, оказание услуг 3D-печати в качестве дополнительного сервиса.

Далее следует уделить внимание собственно выбору устройства, важную роль в котором играет определение критичных технических характеристик, в числе которых:
- Надежность и скорость.Оборудование должно печатать из коробки с минимальными сложностями. При этом приоритет следует отдавать предсказуемому результату, а не максимальной скорости, потому что при нестабильном качестве скорость может снизиться до нулевой, а себестоимость вырастет в разы.
- Простота и безопасность использования. Например, наличие закрытой камеры с фильтрацией в случае, если в процессе производства выделяются вредные газы, а использование 3D-принтера планируется в офисе или цехе, не оборудованном вытяжкой.
- Качество и точность под ключ. Способность печатать сложные геометрии схорошим качеством поверхности сразу, без ручного труда опытного оператора. Для большинства инженерных задач достаточна повторяемость в пределах ±0,2-0,3 мм.
- Экосистема и материалы. В том числе — наличие и доступность проверенной линейки оригинальных и совместимых материаловс гарантией вендора.
- Наличие интуитивного, доступного и легального ПО, которое можно использовать для создания моделей и контроля производствас предустановленными профилями, облачной интеграцией для простого управления.
- Прочие параметры, такие как автоматическая калибровка стола,сенсор окончания филамента, система возобновления печати после сбоя питания, поддержка сетевой печати, возможность ставить задачи удаленно.
Материалы для 3D-печати
Современные технологии 3D-печати предлагают огромное разнообразие материалов, позволяющих реализовать любые идеи — от простого прототипирования до промышленного производства.
|
Материалы для 3D-печати |
|||||
|
Категория |
Материал/тип |
Ключевые свойства |
Технологии печати |
Основное применение |
Критичные недостатки |
|
Термопласты (филаменты) |
PLA |
Легкопечатаемый, биооснова, низкая усадка |
FDM/FFF |
Декоративные модели, прототипы, обучение |
Низкая термостойкость (~60°C), хрупкость |
|
|
ABS |
Прочный, ударопрочный, термостойкий |
FDM/FFF (с подогрев. столом) |
Функциональные прототипы, корпуса, детали авто |
Высокая усадка, требует вентиляции, гигроскопичен |
|
|
PETG |
Прочный, химически стойкий, эластичный |
FDM/FFF |
Механические детали, емкости, инженерные приложения |
Сложность постобработки, «нити» при печати |
|
|
Nylon (PA) |
Высокая ударная вязкость, износостойкость |
FDM/FFF, SLS |
Шестерни, петли, функциональные детали |
Сильная гигроскопичность, требует сушки |
|
|
TPU/TPE |
Гибкость, эластичность, амортизация |
FDM/FFF (прямая подача) |
Втулки, уплотнители, протезы, чехлы |
Сложность печати, низкая несущая способность |
|
|
Композитные (CF, GF) |
Высокая жесткость, малый вес |
FDM/FFF, SLS |
Легкие и жесткие конструкции (дроны, авто) |
Абразивность (износ сопел), хрупкость на излом |
|
Фотополимеры (смолы) |
Стандартные |
Высокая детализация, гладкая поверхность |
SLA, DLP, MSLA |
Прототипы высокой четкости, миниатюры, макеты |
Хрупкость, УФ-деградация, требуется постобработка |
|
|
Инженерные (ABS-like, PP-like) |
Баланс прочности и гибкости |
SLA, DLP, MSLA |
Функциональные прототипы, литьевые мастер-модели |
Высокая стоимость, те же недостатки смол |
|
|
Биосовместимые |
Сертификация для контакта с кожей/полостью рта |
SLA, DLP |
Стоматология (каппы, шаблоны), аудиология |
Очень высокая стоимость, строгие условия хранения |
|
|
Гибкие (Elastic) |
Резиноподобная эластичность |
SLA, DLP, PolyJet |
Уплотнения, амортизаторы, имитации мягких тканей |
Низкая износостойкость, «ползучесть» под нагрузкой |
|
Металлические порошки |
Нержавеющая сталь (316L) |
Коррозионная стойкость, прочность |
DMLS/SLM, Binder Jetting |
Инструмент, хирургические импланты, фурнитура |
Высокая стоимость оборудования и печати |
|
|
Алюминиевые сплавы (AlSi10Mg) |
Легкость, хорошая теплопроводность |
DMLS/SLM, Binder Jetting |
Аэрокосмические, автомобильные детали, теплоотводы |
Высокая отражательная способность (сложно для лазера) |
|
|
Титановые сплавы (Ti6Al4V) |
Высочайшая удельная прочность, биосовместимость |
DMLS/SLM |
Аэрокосмические компоненты, медицинские импланты |
Очень высокая стоимость, требования к чистоте процесса |
|
|
Кобальт-хромовые сплавы |
Износостойкость, биосовместимость |
DMLS/SLM |
Зубные протезы, ортопедические импланты, инструмент |
Сложность постобработки (крайняя твердость) |
|
Порошковые полимеры |
Полиамиды (PA11, PA12) |
Хорошая прочность, гибкость, стойкость |
SLS |
Функциональные серийные детали, прототипы |
Пористая поверхность, гигроскопичность |
|
|
TPU (порошковый) |
Эластичность, амортизация |
SLS |
Эластичные изделия, уплотнения, подошвы |
Ограниченная долговечность, старение |
|
Специализированные/сыпучие |
Песчаные композиты |
Формовочные свойства для литья |
Binder Jetting |
Литейные формы и стержни для металлургии |
Очень хрупкие до пропитки, пыльные |
|
|
Гипсовые порошки |
Возможность полноцветной печати |
Binder Jetting |
Архитектурные макеты, цветные прототипы |
Хрупкость, гигроскопичность, требует пропитки |
|
|
Керамические суспензии/порошки |
Термостойкость, химическая инертность |
SLA, Binder Jetting |
Биокерамика (импланты), литьевые формы, искусство |
Крайняя хрупкость, сложный процесс спекания |
Взгляд в будущее: тренды промышленной аддитивной печати
Аддитивные технологии постепенно меняют облик современных бизнеса и промышленности, становясь неотъемлемой частью производственных процессов. Сегодня промышленность переживает этап активного внедрения и адаптации аддитивных методов в широком спектре секторов — от медицины и авиакосмоса до массового потребительского производства. Давайте посмотрим, какими будут главные тенденции развития промышленной аддитивной печати в ближайшие годы.

Автоматизация и интеграция в цепочки поставок
Одна из важнейших тенденций будущего — автоматизация и стандартизация производственных процессов. Аддитивные технологии все активнее интегрируются в общую экосистему автоматизации заводов, включая ERP-системы управления предприятием и CAD/CAM/PDM-решения. Эта тенденция приведет к снижению человеческого вмешательства, повышению производительности и улучшению качества выпускаемых изделий.
Крупнейшие производители начинают применять Industry 4.0 подходы, подключая 3D-принтеры к общей сети IoT, что открывает широкие возможности мониторинга состояния машин, автоматического заказа расходных материалов и оперативного реагирования на сбои.
История успеха.Компания Baker Hughes, помимо прочих направлений, производящая сложное оборудование для нефтегазодобычи, в 2024 году внедрила промышленную Oqton Manufacturing OS (MOS) — единую операционную систему для управления процессом 3D-печати на своем заводе, что позволило автоматизировать потоки данных от дизайна до инспекции и сертификации. Производство было масштабировано без увеличения затрат на инфраструктуру.
Результаты: время на мониторинг процесса сократилось на 98%, анализ причин дефектов — также на 98%, а затраты на брак снизились на 18%.
Это живой пример перехода от разрозненных принтеров к цифровой фабрике. MOS в данном случае выступила мозговым центром, обеспечив прозрачность и контроль. Благодаря этому появилась возможность отправлять задания на 3D-печать из облака напрямую на 3D-принтер из любой точки мира. При этом на мобильные устройства приходят оповещения о готовности сборки и предоставляется полный отчет о качестве каждой изготовленной детали. Система автоматически оптимизирует вложенность деталей и графики сборки, чтобы максимально эффективно использовать оборудование.
Многофункциональные и мультикомпонентные материалы
Следующее направление развития — расширение ассортимента и улучшение качеств материалов для аддитивного производства. Уже сейчас создаются композитные материалы, включающие наполнители, усиливающие структуру (углеродно-армированные полимеры, металлические волокна), улучшающие проводящие свойства (графен, серебро), снижающие вес (керметы) и увеличивающие теплоустойчивость (керамические соединения).
Особое внимание уделяется разработке функционализированных материалов с уникальными физическими свойствами, например, самовосстанавливающихся, электропроводящих, биоактивных, антифрикционных и др., предназначенных для медицинского протезирования, микросенсоров, умных тканей и прочих инновационных приложений.

Пример. Технология Continuous Fiber Reinforcement (CFR) компании Markforged идеально иллюстрирует этот тренд. CFR представляет собой не просто новый филамент, а гибридный процесс, в основе которого стандартный FDM/FFF-процесс с термопластиком (нейлон Onyx). А для усиления в процессе печати второй экструдер автоматически вкладывает непрерывные нити углеволокна, стекловолокна или кевлара в заданные зоны детали.
Результат: создается композитная деталь, где пластиковая матрица определяет форму, а непрерывные волокна локально усиливают конструкцию, придавая ей прочность и жесткость, сравнимую с алюминием.
Серийное производство и массовая кастомизация
Переход от единичного прототипирования к серийному производству станет важной движущей силой развития аддитивных технологий. Компании переходят от традиционных подходов, основанных на штампе и литье, к новым схемам производства, адаптивным под индивидуальные потребности клиента. Так, многие автомобильные концерны уже выпускают детали автомобиля на заказ, а медицинские учреждения создают персональные импланты и протезы по индивидуальным параметрам пациентов.
При этом развитие программного обеспечения и появление цифровых двойников способствует быстрому переходу к масштабируемым производственным линиям, где уровень индивидуальной настройки сохраняется на высоком уровне.
История успеха. Компания Align Technology, мировой лидер в области цифровой ортодонтии, в 2024 году приобрела компаниюCubicureдля доступа к уникальной технологиигорячей литографии (разновидность MSLA). Технология позволяет использоватьвысоковязкие, высокопрочные смолы для создания долговечных медицинских устройств сложной геометрии.
Результаты: был осуществлен переход от массового производства уникальных элайнеров (1+ млн штук в день) через печать мастер-моделей — кпрямому цифровому производствуболее сложных и эффективных устройств, без промежуточных этапы и с повышением уровня персонализации.
Первым коммерческим продуктом на новой платформе сталасистема для расширения неба — полностью напечатанный, удобный аналог традиционных металлических расширителей.
Гиперлокализация производств
Благодаря развитию аддитивных технологий появляется возможность создания локальных центров производства («микрофабрик»), расположенных ближе к потребителю. Такая гиперлокализация снизит логистические издержки, уменьшит выбросы CO₂ и увеличит скорость реакции на рыночные запросы. Микрозаводы смогут оперативно удовлетворять нужды потребителей, используя базы данных с готовыми моделями и доступ к местным поставщикам сырья.
История успеха. В 2024 году «Росатом» открыл первый в России Центр аддитивных технологий (CAT) на Московском заводе полиметаллов, оснастив его отечественными 3D-принтерами Rusmelt (300M, 600M) для SLM-печати металлов (титан, алюминий, нержавейка). Центр обеспечивает полный цикл — от порошков до постобработки — для отраслей энергетики, авиации и обороны, снижая зависимость от импорта и ускоряя интеграцию в цепочки поставок. К 2030 году ожидается выручка 300 млн рублей. Это показательный пример гиперлокализации: открытие производства на месте для стратегических нужд с планами расширения на SLS/SLA и новые центры (например, в Новоуральске).
Совместимость и сотрудничество между компаниями
Будущие индустриальные стандарты позволят различным производителям свободно обмениваться данными и ресурсами, создавая единую инфраструктуру, основанную на общих протоколах и открытых интерфейсах. Взаимодействие между различными брендами и производителями создаст сетевую экономику, в которой каждая сторона сможет воспользоваться преимуществами друг друга.
Эта тенденция позволит компаниям совместно разрабатывать продукты, согласовывать процессы производства и минимизировать риски возникновения дефектов или несоответствий. Такой подход откроет двери к формированию глобальных консорциумов и партнерских альянсов, работающих над общими проектами.

Искусственный интеллект и предиктивное обслуживание
Искусственный интеллект, машинное обучение и глубокое обучение станут основными инструментами оптимизации аддитивных процессов. Такие инструменты позволят предсказывать неисправности оборудования, выявлять дефекты на ранних стадиях и автоматически подбирать наилучшие параметры печати для конкретной задачи.
Предиктивные алгоритмы способны оценивать влияние технологических факторов на качество изделий, управлять параметрами печати и рекомендовать оптимальное сочетание материалов и режимов. В результате повысится эффективность и экономичность предприятий, снижая расходы на сырье и энергию.
Компания Sigma Labs представила систему PrintRite3D для мониторинга процесса печати на полимерных SLS-принтерах. Эта платформа, основанная на инструментах ИИ и машинного обучения, собирает и анализирует данные в реальном времени, выявляя аномалии, прогнозируя дефекты и предотвращая брак.
Результат: технология позволяет создавать основу для сертификации продукции и обеспечивает контроль качества на протяжении всей цепочки поставок, что критически важно для авиации, здравоохранения и автомобилестроения.
Новая эра экологии и устойчивого развития
Аддитивные технологии оказывают положительное воздействие на экологию, сокращая отходы производства и уменьшая объем выбросов вредных веществ. Их способность эффективно использовать материалы и минимизировать потери сырья сделает аддитивное производство экологически чистым решением будущего.
Кроме того, дальнейшее развитие экологичных материалов и методик переработки отходов обеспечит циклическую экономику, где использованные компоненты возвращаются обратно в производственный цикл, продлевая жизненный цикл ресурсов.

История успеха. Компания GE Aviation (подразделение General Electric) в 2025 году получила сертификацию FAA на авиадвигатель GE9X с более чем 250 лопатками, напечатанными на EBM-принтерах.Титановые лопатки турбины для новых двигателей GE9X (Boeing 777X) невозможно создать традиционными методами из-за их сложной внутренней геометрии для охлаждения.
Результаты:
- Экономия топлива и экология. Лопатки стали на 30% легче традиционных, что внесло значимый вклад в снижение удельного расхода топлива двигателя на 10% (по сравнению с предыдущей моделью GE90). Что, в свою очередь, сокращает вредные выбросы.
- Сертификация и надежность. Двигатель с напечатанными лопатками получил сертификат FAA после 5000 часов испытаний, что подтвердило высочайший промышленный стандарт и надежность технологии.
- Коммерческий успех и масштаб. На базе этой технологии GE получила заказы на более 600 двигателей GE9X. Эксперимент перешел к серийному, коммерчески жизнеспособному производству.
Заключение
Развитие аддитивных технологий идет стремительными темпами, и ближайшее десятилетие обещает нам прорывные нововведения в области производства. Интеграция в автоматизированные цепи поставок, широкое внедрение многофункциональных материалов, массовая кастомизация, гиперлокализация и экология станут главными драйверами роста этой отрасли. Аддитивные технологии постепенно займут центральное место в развитии промышленности, предлагая совершенно новый взгляд на привычное производство.
Теги:


























Подпишитесь на нашу рассылку последних новостей и событий
Подписаться